| 产品特性:效*** | 类型:车削刀具 | 品牌:华敏刀具 |
| 型号:SNMN120408 | 材质:聚晶立方氮化硼 | 是否进口:否 |
| 产地:郑州 | 结构类型:机夹式 | 是否涂层:非涂层 |
| 适用机床:车床 | 加工范围:合金钢,淬火钢,铸铁 | 规格:Hj60 |
| 特点:超硬耐磨 | 线速度:80-500m/min | 切深:0-5mm |
加工高硬度钢件的刀具牌号及切削参数
所谓的高硬度钢就是硬度高脆性大的钢件,主要包括高硬度铸钢,锻钢,淬火钢等,广泛应用于汽车、重工机械,工程机械,冶金机械,矿山机械等领域,如铸铁轧辊,齿轮,轴承,高速钢轧辊,滚珠丝杠等零部件。
随着机械制造业的不断发展,越来越多的高硬度钢件出现在加工现场,由于硬度高,脆性大,特别是在加工淬硬钢时遇到断续切削、铸钢遇到铸造缺陷时一直找不到好的刀具材料加工高硬度钢,直到华敏刀具推出CY6等多种非金属粘合剂立方氮化硼刀具牌号,使加工高硬度钢不再是难题。

一、加工高硬度钢之铸钢的刀具材料及切削参数
铸钢是经过铸造成型的钢件,广泛应用于矿山机械,工程机械,电力机械等行业,典型零部件有轧辊,破碎机轧臼壁等。对于此类铸钢件尤其是大型铸钢件,常出现夹砂、气孔、硬质点等铸造缺陷,在加工高硬度铸钢件选择的刀具材料很重要,只有选择正确的刀具材料才能更好的提高加工效率,降低加工成本。
刚开始加工铸钢件机械制造商常选择硬质合金刀具YG、YW等牌号,但在加工过程中由于硬质合金刀具红硬性低,出现不耐磨现象,如单件加工铸钢件时选择硬质合金刀具较经济,对于大型铸钢件或者大批量加工铸钢件,建议选择华敏立方氮化硼刀具CY6牌号,此牌号是主要针对高硬度钢研发的非金属粘合剂立方氮化硼刀具,采用非金属(陶瓷)作为粘合剂,增加了刀片的韧性,吃刀深度可达到7.5mm以上,粗、精加工均可,主要适用于大批量生产和大型铸钢件的切削加工。下表为华敏立方氮化硼刀具CY6牌号加工高硬度钢件的切削参数
加工材质 | 推荐切削参数及立方氮化硼刀具牌号 | |||
切削线速度 Vc(m/min) | 吃刀深度ap(mm) | 进给量 Fr(mm/r) | 合理的刀具牌号 | |
高硬度钢件 (硬度:≥45HRC) | 50-150(粗加工) | 1-10 | 0.15-0.7 | CY6 |
60-250(精加工) | ≤1 | 0.05-0.35 | CY6;Cy61;HJ60;HJ61 | |
下面简单介绍一下华敏立方氮化硼刀具CY6牌号加工高硬度铸钢件的案例。
加工零件:高速钢轧辊;硬度:HSD90;刀具牌号:CY6牌号;切削参数:Fr=0.2mm/r,Vc=50m/min。加工效果:与硬质合金刀具相比:在华敏立方氮化硼刀具CY6牌号的加工节拍是硬质合金刀片的1/6的基础上,单刃寿命是硬质合金刀具的8倍还要多。
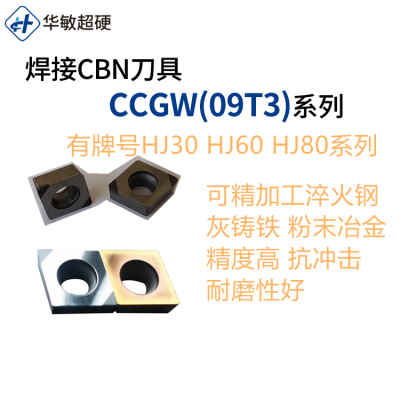
二、加工高硬度淬火钢件的刀具牌号及切削参数
高硬度淬火钢是经过热处理之后高硬度钢件,一般硬度在HRC45以上,选择刀具材料或刀具牌号时,在硬度低于HRC50以下和小吃刀深度小进给的情况下,陶瓷刀片是较好的选择,尽量避免断续切削和粗加工;工件硬度高于HRC50以上,选择立方氮化硼刀具较好,尤其是华敏立方氮化硼刀具CY6牌号更适合粗加工和断续切削。下表为华菱超硬立方氮化硼刀具加工高硬度淬硬钢的切削参数。
加工材质 | 推荐切削参数及立方氮化硼刀具牌号 | |||
切削速度 Vc(m/min) | 吃到深度 ap(mm) | 进给量 Fr(mm/r) | 常用的立方氮化硼刀具牌号 | |
淬硬钢 (硬度≥HRC45) | 35-90(粗加工) | 1-10 | 0.1-0.7 | CY6 |
60-200(精加工) | ≤0.5 | 0.05-0.35 | CY6,CY61和HJ60 | |
下面简单介绍一下华敏立方氮化硼刀具CY6牌号加工淬硬钢的实际案例。
加工零件:大齿轮;硬度:HRC60;加工工序:精车外圆(抢断续切削);切削参数:ap=2.5mm,Fr=0,12mm/r,Vc=90m/min。加工效果:华敏立方氮化硼刀具CY6牌号与陶瓷刀片相比:在切削速高于陶瓷刀片2倍的基础上,刀具寿命是陶瓷刀片的16倍,并且陶瓷刀具常以崩损结束加工,而华敏超硬立方氮化硼刀具CY6牌号属于正常磨损。