| 产品特性:超硬耐磨 | 类型:车削刀具 | 品牌:华敏超硬 |
| 型号:TNGA160404 | 材质:聚晶立方氮化硼 | 是否进口:否 |
| 产地:郑州 | 结构类型:机夹式 | 是否涂层:非涂层 |
| 适用机床:车床 | 加工范围:淬硬钢,淬火钢,轴承钢 | 规格:HJ63 |
| 是否跨境货源:否 | 特点:可断续加工 | 线速度:80-500m/min |
| 切深:0-3mm |
华敏立方氮化硼刀片加工轴承钢的切削参数和加工案例
由于轴承钢热处理硬度高难加工,很多刀片如硬质合金刀片,陶瓷刀片和传统的立方氮化硼刀片,都没有使轴承钢得到很好的加工。陶瓷刀片和传统的立方氮化硼刀片虽说可用于精加工工序,但对于断续和大余量轴承钢时并不能得到解决。
华敏cbn通过不断的努力研究,于2010年就研究出了非金属粘合剂立方氮化硼刀片CY6牌号,打破了立方氮化硼刀片不能用于强断续和大余量加工淬硬钢的神话,是立方氮化硼刀片行业的世界性突破。
立方氮化硼刀片CY6牌号的优势除了在***了传统立方氮化硼刀片的硬度和耐磨性之外,提高了立方氮化硼刀片的抗冲击韧性、抗断裂性能和抗震性能。下面就介绍一下华敏立方氮化硼刀片CY6等牌号加工轴承钢的切削参数。
加工材质 | 推荐切削参数及立方氮化硼刀片牌号 | |||
切削线速度 Vc(m/min) | 吃刀深度ap(mm) | 进给量 Fr(mm/r) | 常用立方氮化硼刀片牌号 | |
轴承钢(硬度≥HRC45) | 60-250 | ≤1 | 0.05-0.35 | CY6;HJ60 |
由于轴承钢工件热处理之后易变性,对于大件轴承钢热处理后的余量大,针对不同的余量可选择不同的刀片牌号。
(1)加工余量≥2mm以上的,选择华敏立方氮化硼刀片CY6牌号(如下图),属于非金属粘合剂整体式立方氮化硼刀片。

(2)加工余量<2mm,选择华敏立方氮化硼刀片Cy61牌号和HJ60牌号(如下图),其中立方氮化硼刀片CY61牌号属于整体式立方氮化硼刀片,由于其中成分不同,主要用于小余量精加工工序,立方氮化硼刀片HJ60牌号属于焊接式立方氮化硼刀片,以上两种立方氮化硼刀片的吃刀深度需控制在0.5mm以内效果好。
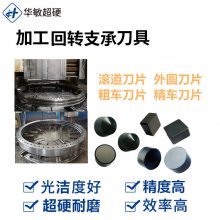
下面简单介绍两个华敏立方氮化硼刀片加工轴承钢的案例。
(1)华敏立方氮化硼刀片CY61牌号加工回转支承轴承的案例:精车回转支承轴承滚道,端面;硬度HRC47-55;切削参数:ap=0.5mm,Fr=0.45mm/r,Vc=110m/min。加工效果:刀具寿命是陶瓷刀具的7倍,表面粗糙度控制在Ra0.6-1.0之间。
(2)华敏cbnHJ60牌号加工冶金轴承的案例:精车冶金轴承外圆、内孔;硬度HRC62;切削参数:ap=0.5mm,Fr=0.12mm/r,Vc=140m/min。加工效果:与国外PCBN刀具相比寿命长,表面粗糙度在Ra0.8以内。